2019 年 4 月 23 日,格平根 - 對更高能源效率的需求以及對新能源汽車的不斷探索是該行業(yè)的主要創(chuàng)新驅(qū)動力。舒勒為電動汽車電機與電池殼體的制造提供多種解決方案。近期,舒勒系統(tǒng)業(yè)務(wù)部在德國格平根總部展示了最新研發(fā)的用于自扣電動機鐵芯生產(chǎn)的高速沖Smartlin EV3.8,同時舒勒在中國大連的工廠也生產(chǎn)該設(shè)備,并提供與電動汽車相關(guān)的其他解決方案。
沖片幾何形狀越來越復(fù)雜
舒勒技術(shù)日活動的參與者超過了 50 人。舒勒的 Simon Schmidt先生表示,電動汽車現(xiàn)在發(fā)展迅猛,汽車制造商紛紛加碼電動汽車產(chǎn)業(yè)。為了獲得更高的電動機效率,電動機沖片的幾何形狀變得越來越復(fù)雜,因此加工所需的模具長度也變得越來越長:“使用雙排模具進(jìn)行加工是目前十分先進(jìn)的技術(shù)。舒勒最新的高速沖 Smartline EV 3.8 工作臺長度從 2.7 米增加至 3.7 米,能夠加工最寬 630 mm 的帶料。”
同時,材料厚度也減少到了 0.35 mm 甚至 0.2 mm。“按照汽車行業(yè)對于電動汽車的新要求,目前的沖片厚度定義在 0.25 mm 到 0.275 mm。因此,壓力機供應(yīng)商必須確保滑塊與工作臺擁有精準(zhǔn)的定位與平行度。”對此,舒勒早在 15 年前就開發(fā)出了一套沖裁深度控制裝置 (PDC),能夠提供完美的滑塊定位與位置重復(fù)精度。“通過該裝置我們可以保證對材料進(jìn)行精準(zhǔn)沖裁,從而實現(xiàn)精準(zhǔn)的模內(nèi)自扣。舒勒的 Smartline 系列設(shè)備能夠在所有沖裁速度下以 +/-0.01 mm 的精度調(diào)節(jié)滑塊下死點位置。”
Smartline EV3.8 所配備的 3.7 米長滑塊為設(shè)備的設(shè)計帶來了很多挑戰(zhàn)。“對于小尺寸的 Smartline 設(shè)備,我們曾用激光測量滑塊的下降深度,設(shè)備會對沖裁深度進(jìn)行校正,必要時每個行程都會自動校正。”但是對于 3.7 m 長的滑塊,就必須要考慮到撓度問題。”現(xiàn)在,舒勒在高級版 的沖裁深度控制系統(tǒng)中,我們把一個應(yīng)變儀安裝到模具的沖頭架里,用來代替激光測量:“從而可以保持壓力恒定,并可以控制滑塊的撓度。無論沖片的形狀如何,都能夠獲得完美的定子和轉(zhuǎn)子疊壓效果。”
舒勒的目標(biāo)是憑借 180 年的壓力機制造經(jīng)驗,為客戶提供可靠、耐用且高精度的設(shè)備。 Schmidt 先生說道,“我們的設(shè)備能夠以每分鐘 250 沖次的速度全速運行,壓力最高可達(dá) 3150 kN,上模最大重量達(dá) 6 噸。”壓力機動態(tài)與靜態(tài)平衡度高,無需特殊的基坑:客戶僅需保證基坑的靜態(tài)承重達(dá)到 110 噸即可。“由于動態(tài)與靜態(tài)平衡度高,壓力機在全速運行的情況下,在垂直方向的位移小于 1mm。”因此,滑塊導(dǎo)軌、壓力點、連桿以及主軸承上沒有易損件,最大程度地降低了維護(hù)成本。
盡管壓力機的體積和質(zhì)量都很大,舒勒僅使用了兩個承壓點,而非三個:“我們想要確切知道每個壓力點上的壓力,并確保可以檢測到該壓力。當(dāng)有三個承壓點時,總會出現(xiàn)較小的偏差,最終出現(xiàn)磨損以及故障只是時間問題。采用兩個承壓點時,預(yù)定義的壓力就會達(dá)到協(xié)調(diào)狀態(tài),從而將磨損降至最小。同時還能實現(xiàn)滑塊的高平行度:我們能夠保證從左到右每米的平行度為 0.04 mm。”
得益于 Smartline EV 3.8 采用的高級版 PDC、雙壓力點設(shè)計、四個預(yù)張緊滑塊導(dǎo)軌以及完美的靜態(tài)與動態(tài)平衡,模具的壽命能夠延長 30%。
模具生命周期內(nèi)完成 1.8 億沖次
“對于高速鋼材料,在模具生命周期內(nèi)能夠完成約 500 萬沖次,”模具制造商 AWBEA 的 Daniel Kittig 說道。“對于粉末冶金材料,能夠?qū)崿F(xiàn) 3000 萬沖次,而對于碳化合金,則能夠?qū)崿F(xiàn)約 1.8 億沖次,具體取決于工藝條件與材料特性。”在大多數(shù)情況下,AWEBA 的模具工程師首先與客戶溝通,了解客戶的想法。“基于此,我們開始進(jìn)行設(shè)計,同時考量部件的幾何形狀、尺寸、復(fù)雜度以及公差。”
客戶要生產(chǎn)的沖片數(shù)量是決定采用單排、雙排或多排模具的主要因素,但這也取決于壓力機的性能:“我們的目標(biāo)是為客戶提供最大程度的靈活性。即可以對工藝和材料問題導(dǎo)致的偏差和變化做出響應(yīng)。因此我們集成了可調(diào)節(jié)嵌入功能。”
每個模具都采用獨立的設(shè)計。通常,首先通過模具進(jìn)行預(yù)切割,以降低帶料的張力。接下來,逐步切割轉(zhuǎn)子的形狀,在這個過程中可能需要使用多個不同的工位。“如果僅使用一兩個工位,幾何形狀就會不太穩(wěn)定。”Kittig 解釋道。
在之后的工位中,通過氣動沖裁對自扣操作進(jìn)行分片。用于沖片自扣的壓印可以在近軸孔處、成型模之間或近直徑處進(jìn)行:“我們也會在設(shè)計中使用黏膠工藝。”
“由于客戶的期待產(chǎn)量會越來越高,我們還采用了雙排和多排布局,完美適配舒勒的 EV 3.8 壓力機,”Kittig 說道。“這樣會獲得更高的材料利用率。”他說制造這種長度和精度的模具即使對于 AWEBA 也是一個巨大的挑戰(zhàn):“整個模具的精度需要控制在幾微米內(nèi)。”
降低電池殼體的制造成本
電池是導(dǎo)致電動汽車比燃油汽車價格更高的主要原因。但是,從現(xiàn)在的發(fā)展規(guī)模來看,到 2026 年左右這一情況將會發(fā)生改變:彭博公布的統(tǒng)計數(shù)據(jù)顯示,相比 2018 年電池占到總成本的 42%,到那時,這一比例將會降到 24%,電動汽車將比燃油汽車更具經(jīng)濟性。
“對于現(xiàn)今的電動汽車市場,鋰離子電池的總需求量為 120 GWH,”舒勒的 Rainer Berkefeld 說道。“而到 2022 年,需求量將會超過 400 GWH,大約相當(dāng)于需要制造 10 億個電池殼體。”根據(jù) fka 與 Roland Berger 的數(shù)據(jù)顯示,在 2016 年至 2021 年之間,中國的電動汽車電池產(chǎn)能需求為 178 GWH,韓國為 98 GWH,日本為 87 GWH,美國為 74 GWH,德國為 18 GWH。
目前,市場上超過半數(shù)的電池采用圓柱形電池殼體(如特斯拉的電動汽車)或方形電池殼體(如豐田、三菱、本田、寶馬、大眾、奧迪、克萊斯勒、比亞迪、福特等廠商所采用的電池)。雖然圓柱形電池價格更低且商品化更成熟,但是需要復(fù)雜的電池管理系統(tǒng)。而方形電池則具有最佳的可擴展性,循環(huán)壽命更長,但是生產(chǎn)成本仍然很高。
“舒勒已開發(fā)出了一種全自動方形電池生產(chǎn)線,比目前的解決方案生產(chǎn)速度快 5 倍,同時還更節(jié)省材料,”Berkefeld先生 說道,“采用的是標(biāo)準(zhǔn)化設(shè)備以及在全球汽車和包裝行業(yè)普遍采用的成熟技術(shù)。”原材料采用鋁材料塊通過沖擊擠壓制成。當(dāng)沖頭擠壓料塊時,材料會向相反方向流動。
之后,從兩側(cè)掃描預(yù)成形件,以檢測裂縫或變形。超出規(guī)格的產(chǎn)品將會被移除,以防在接下來的工藝中導(dǎo)致停機。在下一個步驟中,預(yù)成形件將會通過四個通道進(jìn)入到一臺 300 噸后處理壓力機的一模四件模具中。除了變薄拉伸外,還可以集成精沖或整形校準(zhǔn)等功能。
然后,將殼體倒置在切邊機中。剪切頭從內(nèi)到外以擺動的方式工作,避免內(nèi)部出現(xiàn)毛刺。在進(jìn)行清洗、干燥與通過視像檢測后,就可以進(jìn)行使用了。這臺高速沖設(shè)備目前已在一家大型電池制造商的工廠中投入使用,每年能夠生產(chǎn)超過 3000 萬個電池殼體。
舒勒同時也提供用于制造電池蓋的沖裁壓力機。它采用級進(jìn)模,包含 12 個成形工位,如沖孔、切邊、壓印與分片等。
Internet
網(wǎng)站
www.schulergroup.com/drives_generators
www.schulergroup.com/battery
圖片注釋

關(guān)于舒勒集團 – www.schulergroup.com
舒勒為客戶提供從聯(lián)網(wǎng)壓力機到?jīng)_壓車間規(guī)劃的先進(jìn)成形技術(shù)。除壓力機外,舒勒的產(chǎn)品范圍還包括面向整個金屬加工行業(yè)的自動化與軟件解決方案、模具、工藝技術(shù)以及相關(guān)服務(wù)。舒勒的客戶不僅包括汽車制造商及零部件供應(yīng)商,還包括來自鍛造、家用電器和電子工業(yè)等諸多行業(yè)的公司。舒勒的壓力機為全球超過 180 個國家生產(chǎn)硬幣。作為創(chuàng)新系統(tǒng)解決方案供應(yīng)商,我們也向全球客戶提供成形技術(shù)相關(guān)的數(shù)字化改造服務(wù)。2018 財年舒勒銷售額達(dá)到 12.12 億歐元。舒勒股份公司成立于 1839 年,總部位于德國格平根,在歐洲、中國、美國等全球 40 多個國家和地區(qū)的員工總數(shù)約為 6600 人。奧地利的安德里茨集團持有舒勒的多數(shù)股權(quán)。
沖片幾何形狀越來越復(fù)雜
舒勒技術(shù)日活動的參與者超過了 50 人。舒勒的 Simon Schmidt先生表示,電動汽車現(xiàn)在發(fā)展迅猛,汽車制造商紛紛加碼電動汽車產(chǎn)業(yè)。為了獲得更高的電動機效率,電動機沖片的幾何形狀變得越來越復(fù)雜,因此加工所需的模具長度也變得越來越長:“使用雙排模具進(jìn)行加工是目前十分先進(jìn)的技術(shù)。舒勒最新的高速沖 Smartline EV 3.8 工作臺長度從 2.7 米增加至 3.7 米,能夠加工最寬 630 mm 的帶料。”
同時,材料厚度也減少到了 0.35 mm 甚至 0.2 mm。“按照汽車行業(yè)對于電動汽車的新要求,目前的沖片厚度定義在 0.25 mm 到 0.275 mm。因此,壓力機供應(yīng)商必須確保滑塊與工作臺擁有精準(zhǔn)的定位與平行度。”對此,舒勒早在 15 年前就開發(fā)出了一套沖裁深度控制裝置 (PDC),能夠提供完美的滑塊定位與位置重復(fù)精度。“通過該裝置我們可以保證對材料進(jìn)行精準(zhǔn)沖裁,從而實現(xiàn)精準(zhǔn)的模內(nèi)自扣。舒勒的 Smartline 系列設(shè)備能夠在所有沖裁速度下以 +/-0.01 mm 的精度調(diào)節(jié)滑塊下死點位置。”
Smartline EV3.8 所配備的 3.7 米長滑塊為設(shè)備的設(shè)計帶來了很多挑戰(zhàn)。“對于小尺寸的 Smartline 設(shè)備,我們曾用激光測量滑塊的下降深度,設(shè)備會對沖裁深度進(jìn)行校正,必要時每個行程都會自動校正。”但是對于 3.7 m 長的滑塊,就必須要考慮到撓度問題。”現(xiàn)在,舒勒在高級版 的沖裁深度控制系統(tǒng)中,我們把一個應(yīng)變儀安裝到模具的沖頭架里,用來代替激光測量:“從而可以保持壓力恒定,并可以控制滑塊的撓度。無論沖片的形狀如何,都能夠獲得完美的定子和轉(zhuǎn)子疊壓效果。”
舒勒的目標(biāo)是憑借 180 年的壓力機制造經(jīng)驗,為客戶提供可靠、耐用且高精度的設(shè)備。 Schmidt 先生說道,“我們的設(shè)備能夠以每分鐘 250 沖次的速度全速運行,壓力最高可達(dá) 3150 kN,上模最大重量達(dá) 6 噸。”壓力機動態(tài)與靜態(tài)平衡度高,無需特殊的基坑:客戶僅需保證基坑的靜態(tài)承重達(dá)到 110 噸即可。“由于動態(tài)與靜態(tài)平衡度高,壓力機在全速運行的情況下,在垂直方向的位移小于 1mm。”因此,滑塊導(dǎo)軌、壓力點、連桿以及主軸承上沒有易損件,最大程度地降低了維護(hù)成本。
盡管壓力機的體積和質(zhì)量都很大,舒勒僅使用了兩個承壓點,而非三個:“我們想要確切知道每個壓力點上的壓力,并確保可以檢測到該壓力。當(dāng)有三個承壓點時,總會出現(xiàn)較小的偏差,最終出現(xiàn)磨損以及故障只是時間問題。采用兩個承壓點時,預(yù)定義的壓力就會達(dá)到協(xié)調(diào)狀態(tài),從而將磨損降至最小。同時還能實現(xiàn)滑塊的高平行度:我們能夠保證從左到右每米的平行度為 0.04 mm。”
得益于 Smartline EV 3.8 采用的高級版 PDC、雙壓力點設(shè)計、四個預(yù)張緊滑塊導(dǎo)軌以及完美的靜態(tài)與動態(tài)平衡,模具的壽命能夠延長 30%。
模具生命周期內(nèi)完成 1.8 億沖次
“對于高速鋼材料,在模具生命周期內(nèi)能夠完成約 500 萬沖次,”模具制造商 AWBEA 的 Daniel Kittig 說道。“對于粉末冶金材料,能夠?qū)崿F(xiàn) 3000 萬沖次,而對于碳化合金,則能夠?qū)崿F(xiàn)約 1.8 億沖次,具體取決于工藝條件與材料特性。”在大多數(shù)情況下,AWEBA 的模具工程師首先與客戶溝通,了解客戶的想法。“基于此,我們開始進(jìn)行設(shè)計,同時考量部件的幾何形狀、尺寸、復(fù)雜度以及公差。”
客戶要生產(chǎn)的沖片數(shù)量是決定采用單排、雙排或多排模具的主要因素,但這也取決于壓力機的性能:“我們的目標(biāo)是為客戶提供最大程度的靈活性。即可以對工藝和材料問題導(dǎo)致的偏差和變化做出響應(yīng)。因此我們集成了可調(diào)節(jié)嵌入功能。”
每個模具都采用獨立的設(shè)計。通常,首先通過模具進(jìn)行預(yù)切割,以降低帶料的張力。接下來,逐步切割轉(zhuǎn)子的形狀,在這個過程中可能需要使用多個不同的工位。“如果僅使用一兩個工位,幾何形狀就會不太穩(wěn)定。”Kittig 解釋道。
在之后的工位中,通過氣動沖裁對自扣操作進(jìn)行分片。用于沖片自扣的壓印可以在近軸孔處、成型模之間或近直徑處進(jìn)行:“我們也會在設(shè)計中使用黏膠工藝。”
“由于客戶的期待產(chǎn)量會越來越高,我們還采用了雙排和多排布局,完美適配舒勒的 EV 3.8 壓力機,”Kittig 說道。“這樣會獲得更高的材料利用率。”他說制造這種長度和精度的模具即使對于 AWEBA 也是一個巨大的挑戰(zhàn):“整個模具的精度需要控制在幾微米內(nèi)。”
降低電池殼體的制造成本
電池是導(dǎo)致電動汽車比燃油汽車價格更高的主要原因。但是,從現(xiàn)在的發(fā)展規(guī)模來看,到 2026 年左右這一情況將會發(fā)生改變:彭博公布的統(tǒng)計數(shù)據(jù)顯示,相比 2018 年電池占到總成本的 42%,到那時,這一比例將會降到 24%,電動汽車將比燃油汽車更具經(jīng)濟性。
“對于現(xiàn)今的電動汽車市場,鋰離子電池的總需求量為 120 GWH,”舒勒的 Rainer Berkefeld 說道。“而到 2022 年,需求量將會超過 400 GWH,大約相當(dāng)于需要制造 10 億個電池殼體。”根據(jù) fka 與 Roland Berger 的數(shù)據(jù)顯示,在 2016 年至 2021 年之間,中國的電動汽車電池產(chǎn)能需求為 178 GWH,韓國為 98 GWH,日本為 87 GWH,美國為 74 GWH,德國為 18 GWH。
目前,市場上超過半數(shù)的電池采用圓柱形電池殼體(如特斯拉的電動汽車)或方形電池殼體(如豐田、三菱、本田、寶馬、大眾、奧迪、克萊斯勒、比亞迪、福特等廠商所采用的電池)。雖然圓柱形電池價格更低且商品化更成熟,但是需要復(fù)雜的電池管理系統(tǒng)。而方形電池則具有最佳的可擴展性,循環(huán)壽命更長,但是生產(chǎn)成本仍然很高。
“舒勒已開發(fā)出了一種全自動方形電池生產(chǎn)線,比目前的解決方案生產(chǎn)速度快 5 倍,同時還更節(jié)省材料,”Berkefeld先生 說道,“采用的是標(biāo)準(zhǔn)化設(shè)備以及在全球汽車和包裝行業(yè)普遍采用的成熟技術(shù)。”原材料采用鋁材料塊通過沖擊擠壓制成。當(dāng)沖頭擠壓料塊時,材料會向相反方向流動。
之后,從兩側(cè)掃描預(yù)成形件,以檢測裂縫或變形。超出規(guī)格的產(chǎn)品將會被移除,以防在接下來的工藝中導(dǎo)致停機。在下一個步驟中,預(yù)成形件將會通過四個通道進(jìn)入到一臺 300 噸后處理壓力機的一模四件模具中。除了變薄拉伸外,還可以集成精沖或整形校準(zhǔn)等功能。
然后,將殼體倒置在切邊機中。剪切頭從內(nèi)到外以擺動的方式工作,避免內(nèi)部出現(xiàn)毛刺。在進(jìn)行清洗、干燥與通過視像檢測后,就可以進(jìn)行使用了。這臺高速沖設(shè)備目前已在一家大型電池制造商的工廠中投入使用,每年能夠生產(chǎn)超過 3000 萬個電池殼體。
舒勒同時也提供用于制造電池蓋的沖裁壓力機。它采用級進(jìn)模,包含 12 個成形工位,如沖孔、切邊、壓印與分片等。
Internet
網(wǎng)站
www.schulergroup.com/drives_generators
www.schulergroup.com/battery
圖片注釋
圖1: 舒勒在德國格平根總部展示了最新研發(fā)的高速沖 Smartline EV 3.8。

圖2: “舒勒最新的高速沖 Smartline EV 3.8 的工作臺長度從 2.7 米增加至 3.7 米,能夠加工最寬 630 mm 的帶料。”舒勒 Simon Schmidt 說道。

圖3: 舒勒電動汽車相關(guān)業(yè)務(wù)負(fù)責(zé)人 Markus Roever先生 在展示內(nèi)部有上千個輥子的滑塊導(dǎo)軌。

圖4: 舒勒開發(fā)出了一套沖裁深度控制裝置 (PDC),保證了滑塊相對于工作臺的重復(fù)位置精度。

圖5: 舒勒技術(shù)日活動的參與者超過了 50 人。
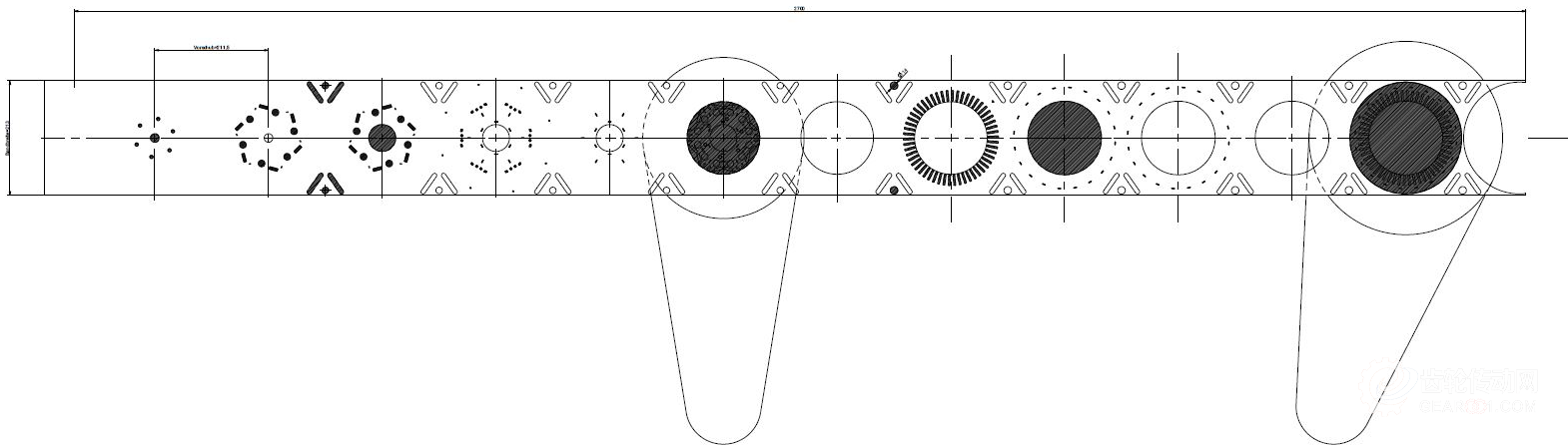
圖6: 客戶要生產(chǎn)的沖片數(shù)量是決定采用單排或雙排模具的主要因素。

圖7: 針對更高的產(chǎn)能要求,AWEBA 也開發(fā)了雙排布局的模具,完美適配舒勒的 Smartline EV 3.8 高速沖。

圖8: 電池殼體原材料采用鋁材料塊(左)通過沖擊擠壓制成,并經(jīng)過成形、處理、切邊、清洗等工藝進(jìn)行加工。
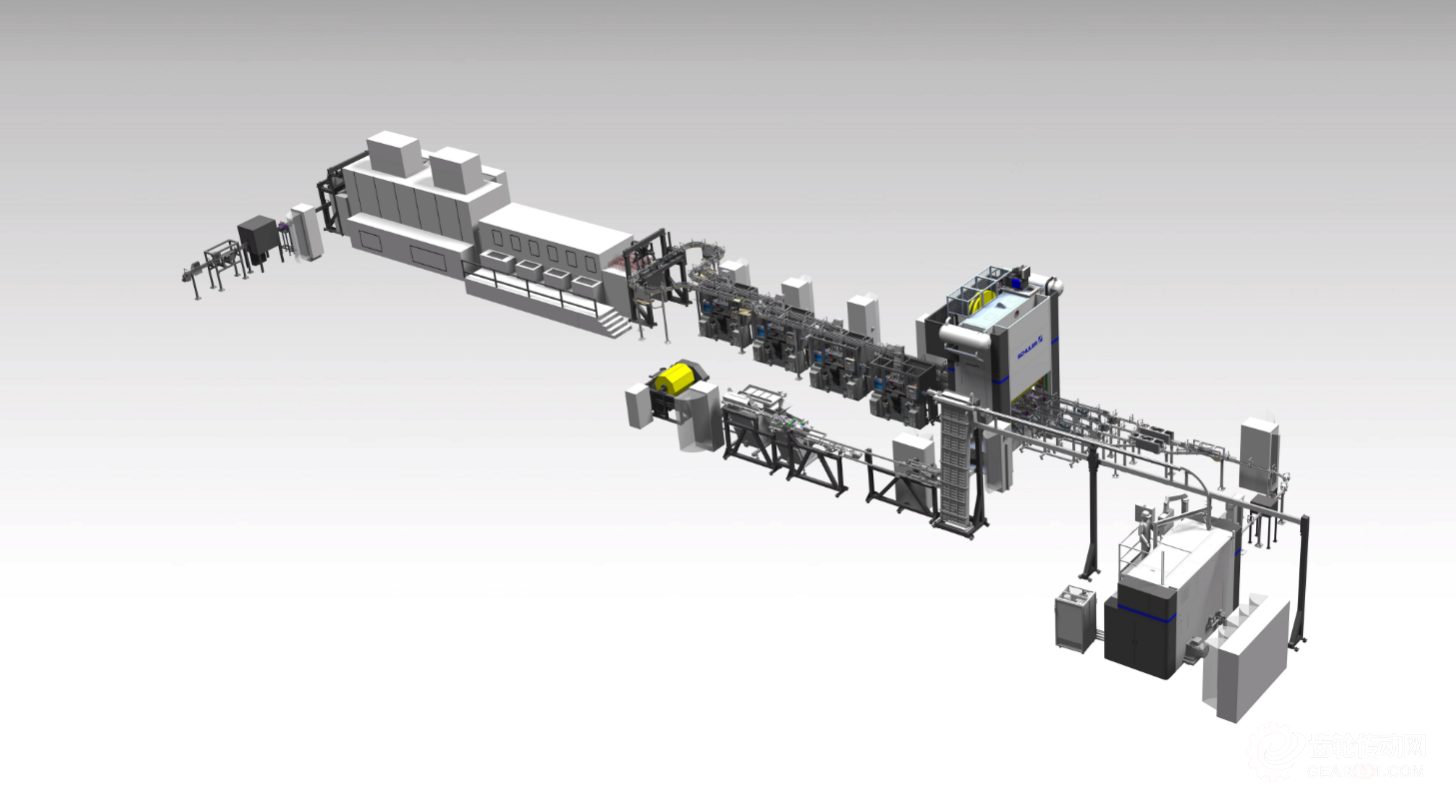
s 圖9: 生產(chǎn)線由沖擊擠壓機(右下)、精沖整形壓力機、切邊機、清洗裝置和烘干裝置組成。
請注明所有照片均出自舒勒。
關(guān)于舒勒集團 – www.schulergroup.com
舒勒為客戶提供從聯(lián)網(wǎng)壓力機到?jīng)_壓車間規(guī)劃的先進(jìn)成形技術(shù)。除壓力機外,舒勒的產(chǎn)品范圍還包括面向整個金屬加工行業(yè)的自動化與軟件解決方案、模具、工藝技術(shù)以及相關(guān)服務(wù)。舒勒的客戶不僅包括汽車制造商及零部件供應(yīng)商,還包括來自鍛造、家用電器和電子工業(yè)等諸多行業(yè)的公司。舒勒的壓力機為全球超過 180 個國家生產(chǎn)硬幣。作為創(chuàng)新系統(tǒng)解決方案供應(yīng)商,我們也向全球客戶提供成形技術(shù)相關(guān)的數(shù)字化改造服務(wù)。2018 財年舒勒銷售額達(dá)到 12.12 億歐元。舒勒股份公司成立于 1839 年,總部位于德國格平根,在歐洲、中國、美國等全球 40 多個國家和地區(qū)的員工總數(shù)約為 6600 人。奧地利的安德里茨集團持有舒勒的多數(shù)股權(quán)。